The Evolution of Textile Printing: From Traditional Methods to Digital Innovation
The Evolution of Textile Printing: From Traditional Methods to Digital Innovation Read More »
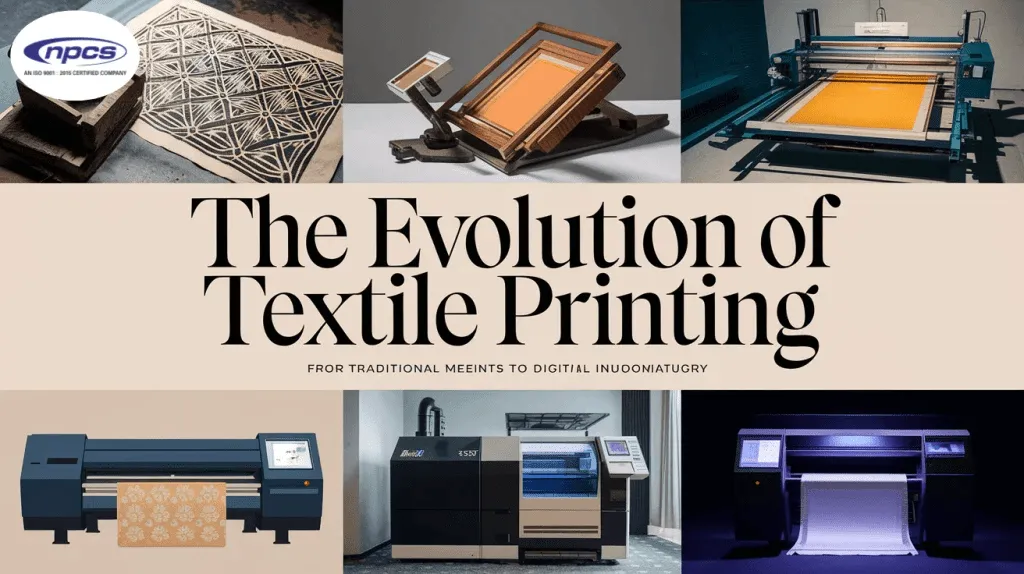
Textile printing has progressed since its early history. Today, it has become one of the most important parts of the world textile industry and is used to make beautiful and functional designs for fables. A user increasingly conspired embroidery and systematically developed from natural techniques of textile printing to modern digital techniques. This transformation helps make the process faster, more efficient, and designs of higher quality. In this blog, we will discover the history of textile printing and how it has changed. In this, we will look at traditional printing methods, the birth of digital textile printing, and how they are changing the industry. Let’s dive in! What is textile printing? Textile printing is the art or technology of applying colour and designs to fabric using various principles. The aim is to make patterns or designs on textiles such as cotton, polyester, or silk. Hand printing with wooden blocks or rollers had traditionally been done by printing manually; however, with modern technology, these techniques have either been replaced or improved by machines. Today, textile printing is becoming common in fashion, home decor, and industrial products. The designs are uniformly over the fabric by using different printing methods. They can be simple or they can be complex, just based on the technique you use. Traditional textile printing methods: Textile printing was done by hand for centuries. In the following, we take a quick look at several of the traditional methods that helped to get us to where we are today, modern printing. Block Printing One of the oldest printing methods in history is block printing. In this technique, we cut designs on wooden blocks and press them on the fabric dipped in dye. The fabric is replicated in a repetitive manner with the design. Many times we see block-printed fabrics being used in traditional Indian clothing like sarees and scarves. The design runs very detailed; you can notice the handmade look of the fabric. Roller Prints Traditional printing is done by roller printing. Such a technique is using engraved rollers rather than wooden blocks. The engraved rollers are held in a central cylinder, and the design is transferred onto the fabric. The results can be produced faster than block printing, and continuous patterns can be produced, running the length of a long run of fabric. Commonly, rolled prints are used for the mass production of a printed fabric. Screen Printing There is another traditional method of textile printing—screen printing. In this technique, a stencil (or screen) is created with a desired pattern. That screen is then shoved through the ink (with a squeezer). This is a still-used technique for more intricate printing, and it is used particularly for printing on T-shirts, bags, and other things. Also Read Textile Industry. Cotton Fabric Manufacturing Business Uttar Pradesh’s Push Towards Textile and Apparel Industry Textiles: Project Opportunities in Gujarat The rise of digital textile printing The year is recent, and digital textile printing enters the stage to make the old textile industry born again. Digital textile printing is different from traditional methods, where water-based ink and advanced technology are used to print the designs on fabric directly. We’ll look at the benefits and its innovations. Precision and Detail One of the main advantages of digital textile printing is its accuracy. Unlike stencils or blocks, digital printing uses a computer to tell the printer what to do. This enables very detailed designs and intricate grey scales that can’t be achieved using other techniques. Digital printing is also more flexible. It can print in polyester fabric or cotton fabric without any additional tools and in any colour or design. Designers have the luxury of new and creative ideas by allowing this flexibility. Efficiency and Speed The digital textile printing is faster than other methods. You do not need to make screens, stencils, or engraved rollers. Directly onto the fabric, the printer saves time, and there is no waste. It is just perfect for small batch production or customised designs. Digital textile printing’s other advantage is that it uses water-based ink, which is a more eco-friendly ink than the inks used in traditional printing methods. It has consequently helped in reducing pollution and waste in the textile industry. Customization and Short Runs Digital textile printing makes it possible to print designs on demand. That is, customers can order small quantities of custom-designed fabrics. Large minimum orders are typical of traditional printing methods, while digital printing enables long runs—and even some limited quantity production. This opens up new opportunities for businesses and designers to make new and special products without large inventories. Reduced Environmental Impact With everyone focusing on sustainability, digital textile printing is an attractive option. It reduces water consumption, energy use, and chemical waste. It also gets rid of the need to print screens, stencils, and gum tragacanth, as with traditional methods. Our Books Modern Technology of Textile Dyes & Pigments (2nd Revised Edition) Handbook on Textile Auxiliaries, Dyes and Dye Intermediates Technology The Complete book on Natural Dyes & Pigments Modern Technology of Paints, Varnishes & Lacquers (3rd edition) Innovations in Textile Printing: What’s Next? Textile printing is becoming part of the world. So, let’s see some of the interesting developments in the industry that will definitely lead to the future of the industry. Dye Sublimation Printing done by dye sublimation is a technique through which cloth receives dye by heat. This process helps make the ink a gas and has it bond with the fibres of the fabric. Use for printing on polyester fabrics and dye sublimation often gives very bright, lasting colours. One of the best ways to print fabric is with this method because the prints are high quality, don’t bleed, and don’t fade easily, and it’s particularly popular for sportswear, flags, and banners. This vibrant colour and durability make it a good selection for the frequent use of repetition items. Also Read Start Flourishing Business of Manufacturing Readymade Garments (T-Shirt). How to start a clothing manufacturing business? The Textile and